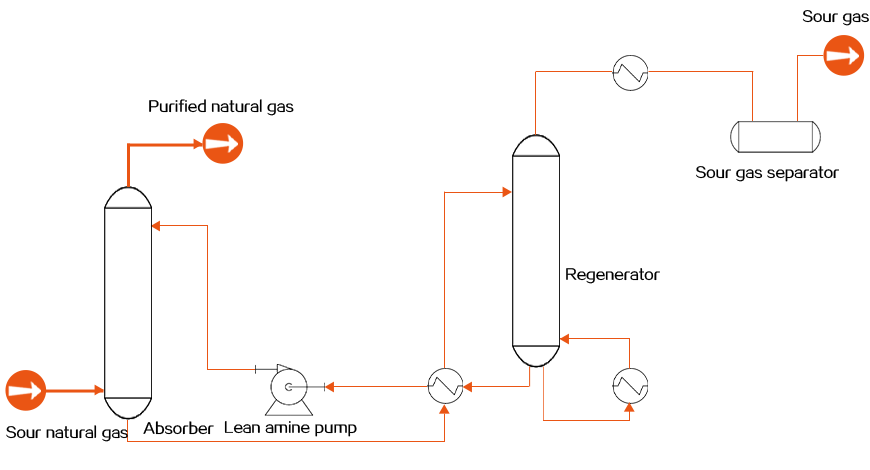
Natural Gas Desulfurization
Leveraging years of experience in the natural gas processing industry, Jereh Hengri provides a diverse range of mature desulfurization technologies. Based on key parameters such as feed gas sulfur content and required removal precision, we tailor the optimal process plan for customers to achieve dual cost optimization of investment and operation maintenance.
Business Scope
- Deep desulfurization for LNG production
- Pipeline natural gas desulfurization
- Acid gas desulfurization